
15516900317
微信同號,歡迎咨詢
無論是曲軸式、連桿式還是肘節式壓力機,都是通過曲軸作為驅動源。連桿式、肘節式也都是將曲軸的驅動利用連桿機構增幅或變換而來的,同樣存在著能夠發生公稱力的下死點上的高度,即所謂的“公稱能力發生點”。在壓力機的技術規格中均明確表示公稱力發生點的位置,即“下死點上多少毫米”。
注:曲軸機構,通過連桿和滑塊把曲軸旋轉運動轉化為滑塊直線運動,把曲軸回轉力變換成滑塊加壓力。將回轉力轉變成直線力的“曲軸機構”隨曲軸回轉角度的變化,直線力變化也很大,理論上,在下死點位置的直線力是無限大,但由于伴隨著直線力的增大壓力機機架開始產生變形(伸長、壓縮、彎曲等),實際上不可能達到理論上的無限大。
另一方面,在實際生產中,因材料的誤送,兩張以上的材料被送入模具加工,或者模具破損狀態下對模具部件進行了加壓的情況,就會產生超過壓力機公稱能力的直線力作用在壓力機上,造成壓力機損壞的惡果。為保護壓力機不致因上述原因發生過負荷損壞,現在多數壓力機都配置有“過載安全保護裝置”,但仍不可掉以輕心。
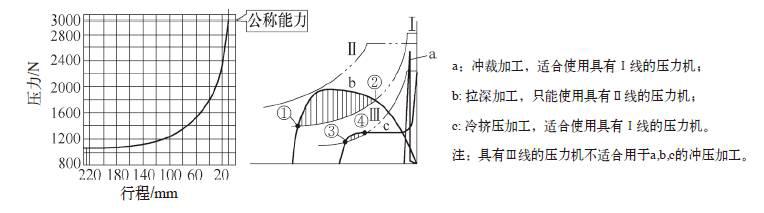
圖為行程壓力曲線,顯示壓力機的行程長度和公稱能力發生位置、滑塊的下死點上位置和壓力機能夠產生的加壓力之間的相互關系。從曲線圖上可以看出最大加壓力就是公稱能力,公稱能力發生的位置就是公稱能力發生點。從公稱力發生點到下死點之間可以達到公稱能力,從能力發生點開始越向上,離下死點的距離越大能夠發生的加壓力越小。
雖然各種機型多少有些差異,大約行程長度的中間部位加壓就只有公稱能力的1/2~1/3以下。因為直線力由曲軸的扭矩而產生,所以“行程壓力曲線”也稱為“力矩曲線”。這個力矩曲線的下側是壓力機能夠安全使用的范圍。例如,在進行拉深加工的工位設定時,必須要檢查與此“力矩曲線”的關系,加工中壓力機的負荷絕對不可到此“力矩曲線”的上側,這就要求設計者在工位的分配和拉深深度等方面下功夫。

河南省 鄭州市?新密 開陽路南段60號
779364027
haloong@haloong.com
0371-60121717
 微信咨詢 關注公眾號
微信咨詢 關注公眾號 在線咨詢
熱線電話
微信咨詢